Energy-from-Waste (EfW) facilities are the logical evolution of the conventional garbage incinerators. While incinerators just reduce the volume of waste, EfW facilities are designed to give waste a second-life. The EfW facilities recover energy while the waste is being incinerated, with state-of-the-art equipment controlling air pollution during the incineration process.
The solid waste is stored and incinerated in specially designed boilers that ensure a complete combustion and recovery of energy in the form of steam to produce electricity.
Apart from energy recovery, ashes from these EfW facilities are re-used for fabrication of bricks and other building components.

Our customer is one of United Kingdom’s leading resource management, recycling, and energy recovery companies located in London.
Their EfW facilities make use of large boilers to recover energy in the form of steam from the burning process of residual waste, which will then be used to generate electricity. This process involves an uncontrolled range of burning products, in a highly corrosive burning atmospheres, at temperatures between 800 to 1,100 °C. It is therefore important to ensure that the boiler tubes are healthy and that their remaining wall thickness remains within acceptance criteria, as a single leakage from any of the thousands of tubes inside the boiler will result in an immediate process stoppage, resulting in plant downtime and significant financial losses.
In order to ensure full availability of the boilers, it is therefore critical to have accurate data of the remaining wall thickness throughout the full volume of the boiler tubes, such that a potential failure can be anticipated and tubes replaced during scheduled maintenance.
WTE Research and Technology Council (WTERT) showed unscheduled shutdowns due to corrosion averaged 7.8 days/unit/year. It is therefore important to ensure that the boiler tubes are healthy and that their remaining wall thickness remains within acceptance criteria.
To help achieve this, Innerspec performed a successful onsite test for our London-based customer. So far this year, we conducted 3 full (3rd pass and heat exit changers) and 2 partial boiler inspections of power plant boiler tubes utilising our specialised tube inspection system TEMATE TG-IS(B).
At scanning speeds of up to 150m per hour we have been able to gather almost 700,000 thickness measurements per day and taken over 8 million readings so far this year.
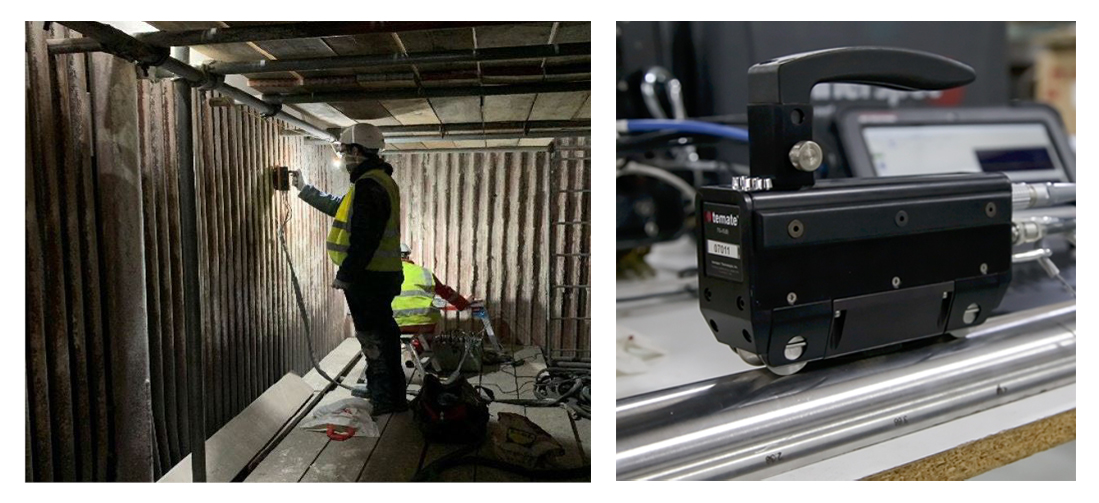
Our system uses ElectroMagnetic Acoustic Transducers and is designed to measure wall loss and detect cracking (Hydrogen Corrosion Cracking, Stress Corrosion, caustic gouging) in boiler tubes. This is achieved following only grit blasting to remove loose scale to SA2 level as unlike conventional ultrasonic measurements we require no grinding and polishing. With measurements taken along almost 100% of the tube length rather than at just 1m intervals as with conventional ultrasonics and with multiple passes (centre, left and right) we can almost eliminate the chances of missing any areas of thinning between the spot check areas.
Our solution therefore reduces both expenditure on preparatory work and the probability of tube failure during operation whilst crucially bringing about a reduction in unplanned shutdowns.
Our exclusive boiler mapping software enables easy visualization of inspection results for fast analysis and interpretation allowing :
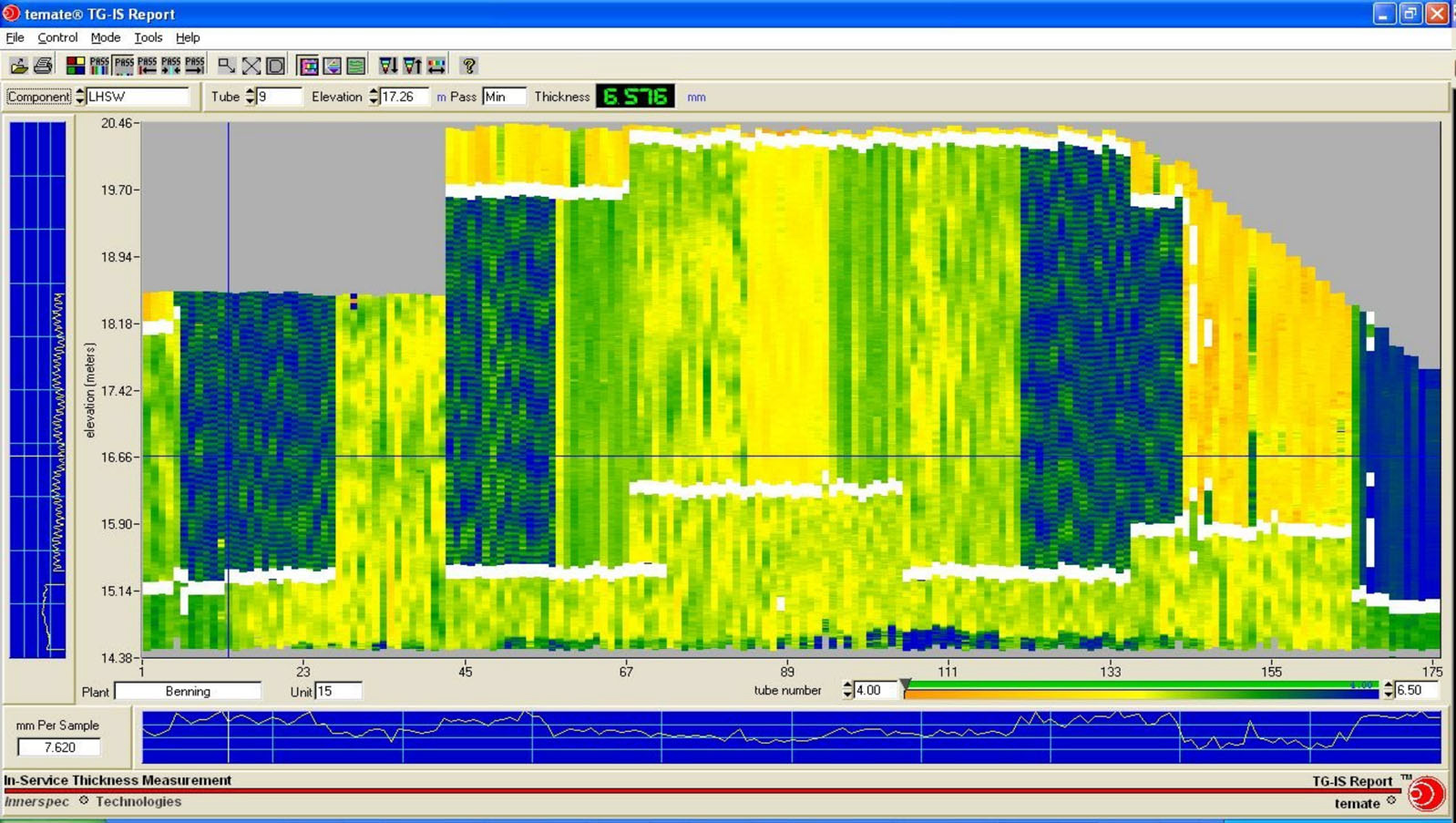

Our technology is applicable anywhere there is a need for corrosion mapping including biomass and gas powered plants and particularly where surface condition of temperature make the conventional ultrasonic measurement impractical.
More information can be found in the system dedicated webpage or watching this video.
If you would like to know more about the Electro-Magnetic Acoustic Transducer (EMAT) technology, or to schedule an onsite or virtual demonstration, please contact us at sales@innerspec.com