Acoustic Emission Testing (AE) is a passive, non-destructive testing (NDT) technique. While other NDT methods—like ultrasound or X-ray radiography—work by actively sending energy into a material and reading how it bounces back or passes through, AE does the opposite. It sits quietly and listens.
In technical terms, an acoustic emission is a transient elastic wave generated by the rapid release of energy from one or more localized sources within a material. When a material is placed under mechanical or thermal stress, localized defects (like a micro-crack) begin to yield. This sudden structural shift releases kinetic energy, which ripples through the material as an ultrasonic wave.
AE relies on detecting these naturally occurring elastic waves. Because it only picks up active, growing defects, it doesn't just tell you that a flaw exists—it tells you whether that flaw is currently getting worse.
How it works?
The entire process relies on catching fleeting, microscopic vibrations. Here is how the signal moves from a tiny structural shift to actionable data:
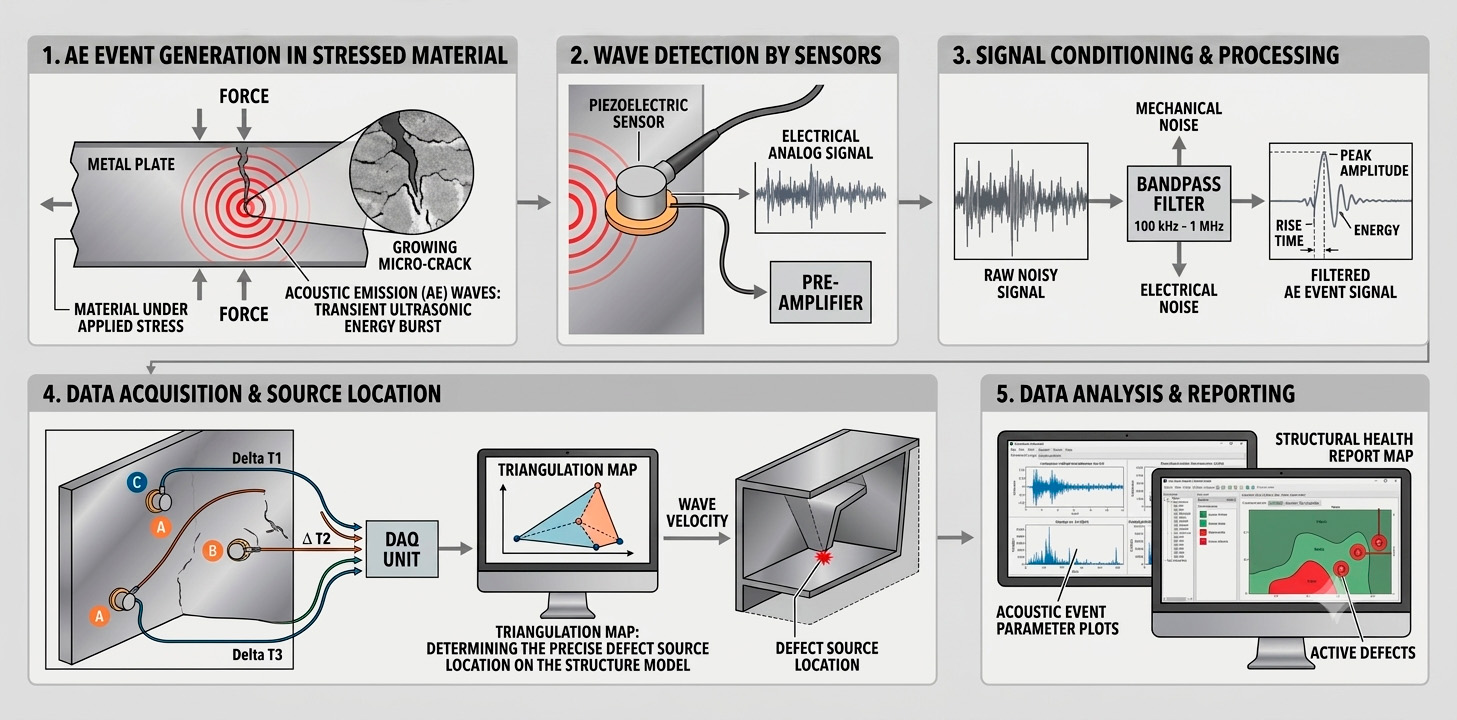
The Stimulus: The material must be under stress. This can be normal operational stress (like the pressure inside a chemical reactor) or a controlled external load applied specifically for the test.
The Emission: As the load increases, a microscopic event occurs—perhaps a fiber breaks in a carbon-composite tank, or a fatigue crack advances a fraction of a millimetre in a steel bridge girder. This event fires off a high-frequency elastic stress wave.
Propagation and Detection: The wave travels outward through the material until it hits the surface. There, specialized piezoelectric sensors attached to the structure detect the microscopic surface displacement and convert the mechanical wave into an electrical analog signal.
Signal Processing: Because industrial environments are incredibly noisy, the raw signal passes through a pre-amplifier and a series of filters to strip away low-frequency background noise (like engines, wind, or flowing fluids). The system specifically isolates frequencies typically between 100 kHz and 1 MHz.
Data Acquisition and Analysis: The processed signal hits the main data acquisition system. Software calculates key parameters of the "hit," such as peak amplitude, duration, rise time, and total energy.
By calculating the arrival time differences of the elastic waves at various pre-positioned sensors, the system performs a triangulation to pinpoint the precise location of the micro-cracking event. This localization is achieved by utilizing the known geometric distances between the sensors and the velocity of sound within the material. Furthermore, by analyzing the specific characteristics of the signal—such as its intensity and duration—inspectors can categorize the type and severity of the structural defect that caused the emission.
When and how should Acoustic Emission Technology be used?
Because AE only detects active defects and can cover massive surface areas with just a few sensors, it occupies a unique niche in structural health monitoring and industrial maintenance.
Ideal Applications:
Pressure Vessels and Storage Tanks: Instead of draining and internally inspecting massive chemical tanks, operators can attach AE sensors to the outside, increase the pressure slightly, and listen for active corrosion or cracking.
Pipeline Monitoring: AE is highly effective at catching leakages or active weld fatigue in high-pressure oil and gas pipelines across long distances.
Bridge and Civil Infrastructure: Civil engineers deploy AE for continuous health monitoring of bridge cables, concrete columns, and steel girders, allowing them to catch fatigue crack growth in real-time under the stress of normal traffic.
Composite Materials: In aerospace and automotive manufacturing, composites don't always crack like metals; they delaminate or suffer fiber breakage. AE is exceptionally sensitive to these specific acoustic signatures.
How it is Deployed in the Field
AE is generally used in two distinct ways:
Global Screening (Periodic Testing): During routine maintenance, engineers attach a temporary sensor array to a structure. They then apply a controlled load—such as slightly over-pressurizing a vessel—and evaluate the entire structure at once. If the AE system detects an active defect, inspectors follow up with localized NDT methods (like ultrasonic or magnetic particle testing) to size and characterize the specific flaw.
Continuous Health Monitoring: For mission-critical infrastructure, permanent sensors are bonded directly to the structure and wired into a centralized data logger. This allows operators to monitor structural integrity 24/7, triggering alarms if a sudden burst of acoustic energy signals an impending failure.
Ultimately, AE isn't a replacement for other inspection methods; it’s an early warning system. By letting materials speak for themselves, engineers can intervene exactly when and where they need to.
Related Systems
The following systems are associated for this application.
No items found.
No items found.
Related Systems
The following systems are associated for this application.