
The detection of corrosion under pipe support is currently problematic due to the presence of beam supports and saddle clamps making it virtually impossible to maintain some areas of the pipe and very difficult to conduct visual inspections and NDT by conventional methods.
Specialised techniques aimed at this problem generally require access to the area directly above the pipe support. Thus they struggle to inspect the supports shown below.
To add to the problem, welded pipe supports severely attenuate the lamb waves utilised by a number of techniques and limit the ability to inspect them even further.




Innerspec Technologies utilises ElectroMagnetic Acousic Transducers (EMAT) to overcome these problems. Applying Medium Range Ultrasonic Testing (MRUT) and employing both Lamb waves and Shear Horizontal (SH) waves, we can conduct inspection from both above and from the side of the pipe support.
Generating SH waves through magnetostriction, deployed using proprietary sensors and accessories, rather than Lorentz forces offers much improved penetration power, resolution and sensitivity and penetration.
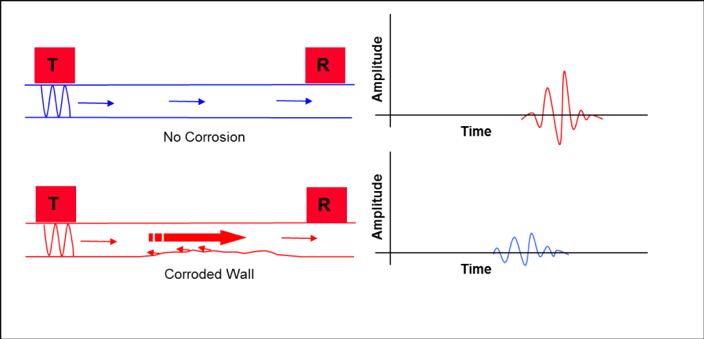
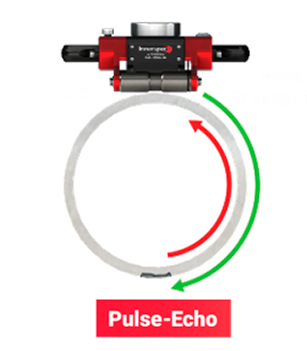
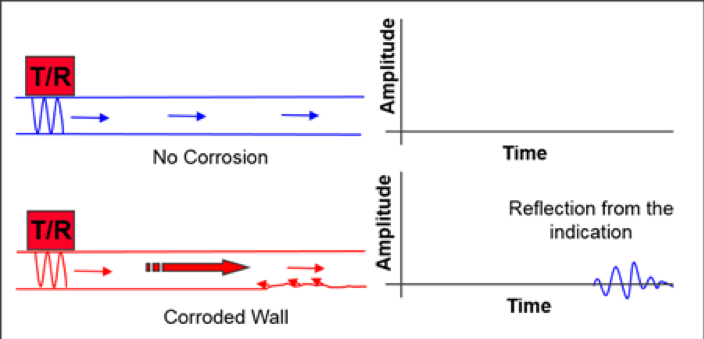
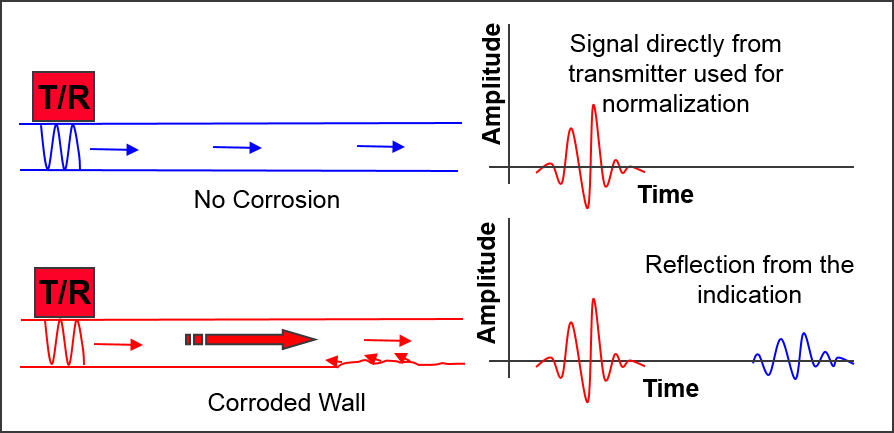
Lamb waves are employed to inspect pipe supports from above the area of interest utlising either Pitch-Catch or Pulse-Echo techniques. In both cases the sensors travel axially around the outside diameter (OD) of the pipe, sending lamb waves in both directions.
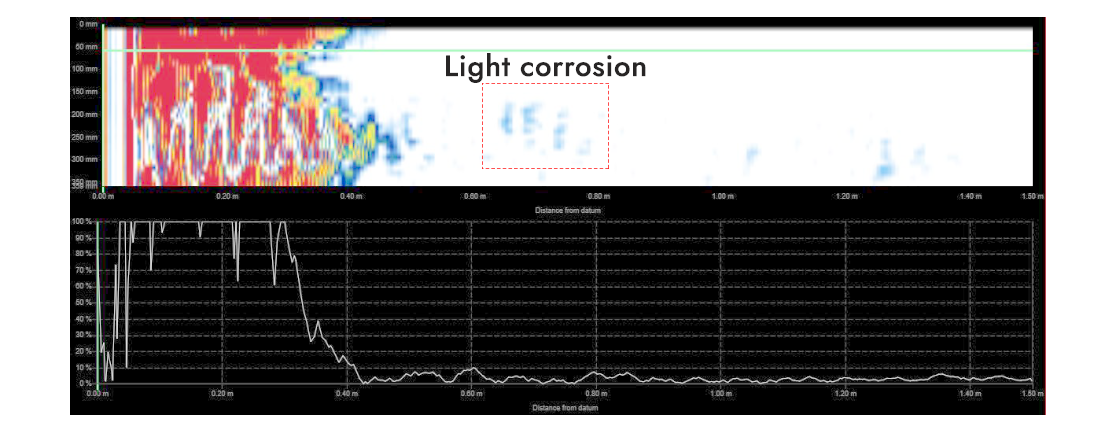
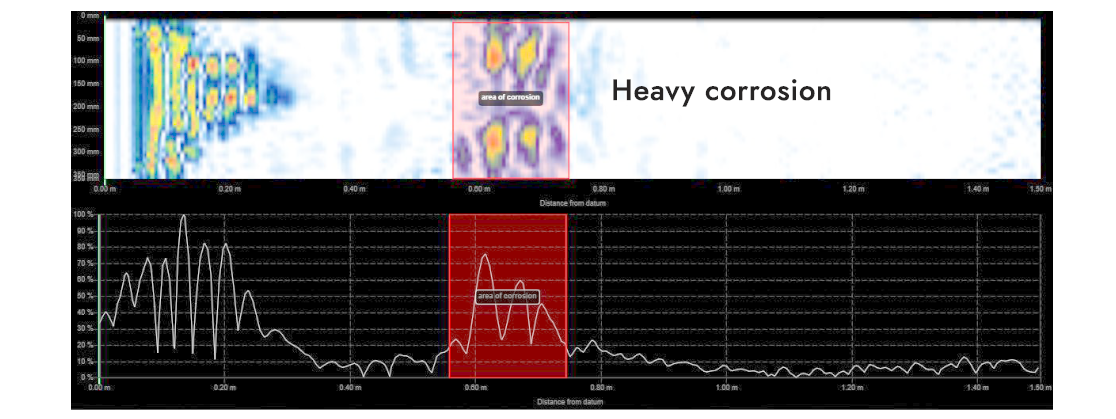
In Pitch-Catch inspections corroded walls cause Time-Of-Flight shifts and attenuation of the signal.


For Pulse-Echo inspections the defects reflect part of the ultrasound back to the transducer.

For inaccessible areas or when greater accuracy is required, Innerspec Technologies proprietary sensors and accessories enable MRUT with SH waves to be deployed from the side of pipe supports rather than above. This enables the inspection of pipes with clamped and bolted supports which is unachievable with other equipment.
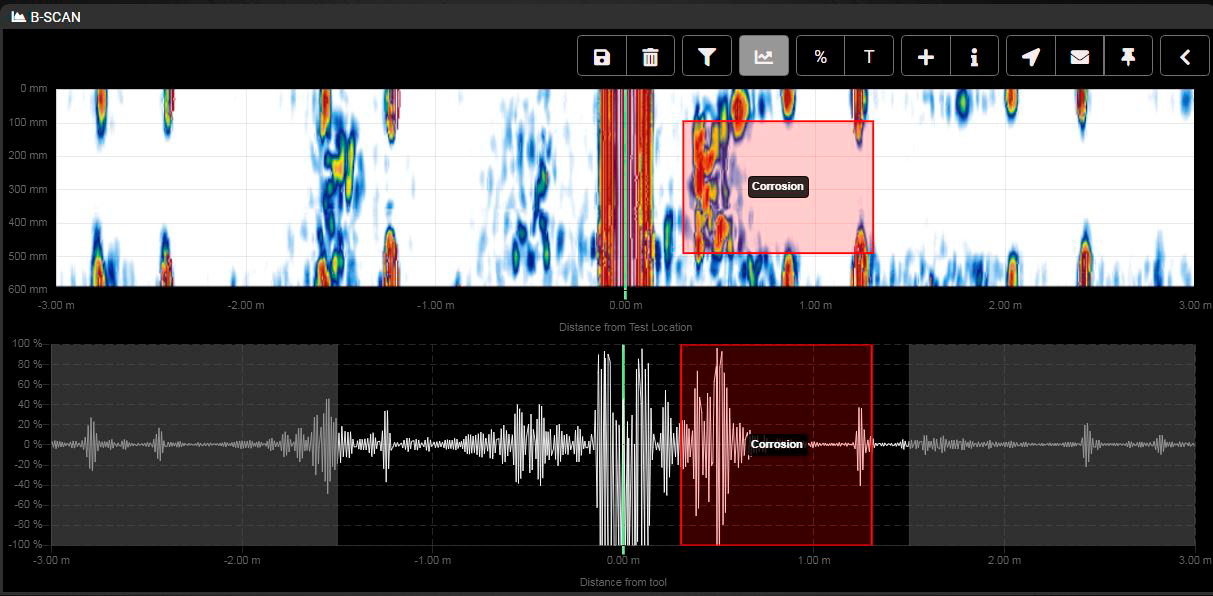
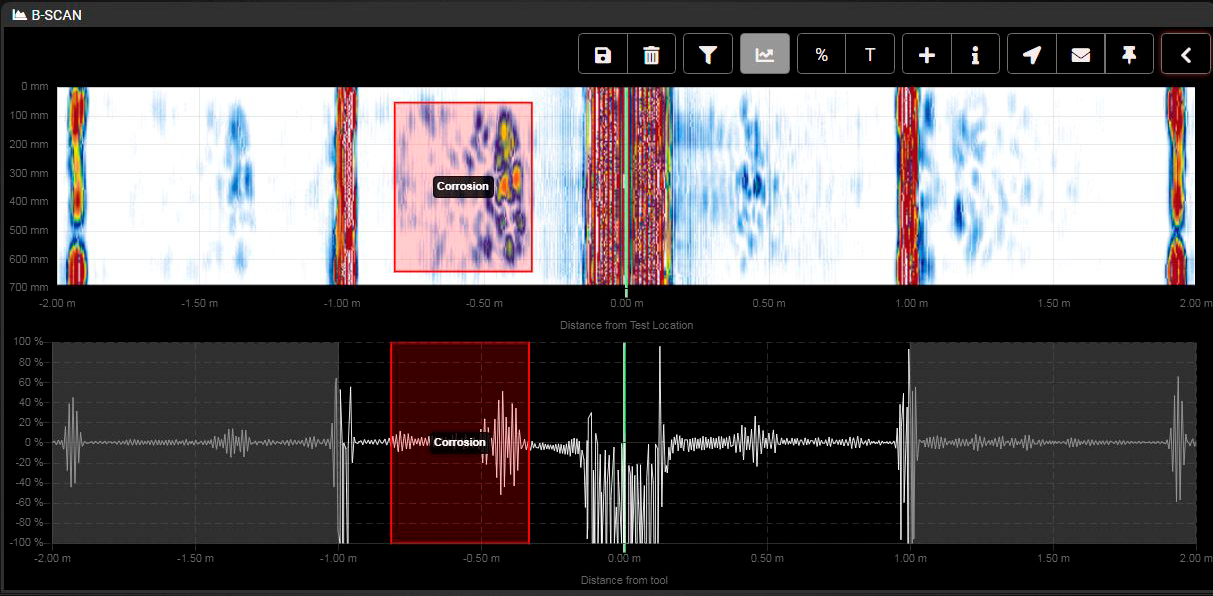
Inspecting pipes and tubes using circumferential SH waves in reflection, pulse-echo mode we cover up to 3m in front of the sensor on diameters of 100 mm and larger. The technique offers on average, 10x better resolution and detection of loss-of-cross-section than conventional LRUT.


For inspection of welded pipe supports we scan with SH waves in both the axial and circumferential directions even if access to the area above the support is available for the deployment of lamb waves as the presence of the welds attenuates them too greatly. As with Lamb waves they can be employed in both reflection and attenuation.




MRUT with SH waves offers:
