Las ondas guiadas se han utilizado durante muchos años para encontrar defectos donde no hay acceso directo al área de interés. A medida que esta metodología de ensayos no destructivos ha madurado y ha ganado aceptación en toda la industria, los requisitos de integridad de activos se han vuelto más estrictos. En consecuencia, las partes interesadas exigen ahora de forma rutinaria la cuantificación precisa de la morfología y gravedad de las fallas, yendo más allá de la simple detección.
La técnica MRUT SIZING combina técnicas de medición basadas en amplitud (modo de onda SH0) y basadas en frecuencia (modo de onda SH1) para proporcionar mediciones de espesor de pared remanente (RWT) altamente precisas a lo largo de la tubería. Esta técnica de dimensionamiento de defectos está diseñada para utilizarse en tuberías de 0.25” a 1” de espesor (6-25 mm) y diámetros que van desde NPS 6 hasta NPS 24.
Esta técnica está disponible con el instrumento VOLTA 2 de Innerspec y utiliza el escáner MRUT SIZING tanto para la inspección axial como circunferencial. El escaneo axial integra técnicas de cut-off frequency y de amplitud para proporcionar mediciones precisas del espesor de pared remanente (RWT), independientemente del perfil de la corrosión (suave o agudo). Por otro lado, el escaneo circunferencial emplea técnicas basadas en amplitud para estimar el espesor de pared remanente.
Al combinar técnicas de medición basadas en amplitud y basadas en frecuencia, la técnica patentada MRUT SIZING de Innerspec supera las limitaciones de la técnica de cut-off frequency, proporcionando mediciones confiables del espesor de pared independientemente de la forma y profundidad de la corrosión.
El escáner genera ondas guiadas en una banda magnetostrictiva (MS) adherida axialmente a la tubería. La banda MS proporciona una relación señal-ruido (SNR) inigualable, la cual es necesaria para una evaluación de alta calidad. Para aplicaciones de MRUT, aumenta la SNR en >60 dB en comparación con un EMAT convencional con imanes periódicos.
Esta nota de aplicación proporciona una descripción general de la técnica y su implementación en la plataforma de inspección VOLTA 2. Para obtener instrucciones detalladas paso a paso o realizar más consultas técnicas, consulte el manual o póngase en contacto con nosotros.
La técnica MRUT SIZING está disponible con la plataforma de inspección VOLTA 2, una plataforma única, rentable y flexible que puede cubrir todas sus necesidades de inspección por ondas guiadas. VOLTA 2 se puede utilizar para realizar cualquier técnica EMAT, incluyendo Medición de Espesores, Inspección de Soldaduras, así como técnicas de Ondas Guiadas de Medio Alcance y Largo Alcance.
VOLTA 2 es un instrumento ultrasónico portátil de alta tensión y dos canales, diseñado para utilizarse con transductores acústicos electromagnéticos (EMAT). Incorpora una arquitectura de pulsador patentada capaz de generar ráfagas de tonos (tone bursts) de 1 a 10 ciclos con amplitudes de salida de hasta 1,000 Vpp. El diseño del pulsador soporta los altos requisitos de energía de excitación típicos de las inspecciones basadas en EMAT, manteniendo al mismo tiempo un factor de forma compacto y desplegable en campo.

Una vez introducidos los datos y configuraciones del proyecto, componente y herramienta, el primer paso es aplicar la banda de forma axial o circunferencial a la tubería, de acuerdo con sus requisitos de inspección. La banda se puede cortar a cualquier tamaño y reutilizar múltiples veces. Para obtener más información sobre la banda, consulte la Application note de la MS Strip.
Para el escaneo axial, tenga en cuenta que el sonido se propaga en ambas direcciones a lo largo de la banda, creando una zona muerta a aproximadamente 180° de la ubicación de la banda. Es fundamental posicionar la banda de modo que no quede directamente opuesta a un área de interés. Las figuras siguientes ilustran configuraciones de banda de uno y dos puntos, donde las áreas verdes representan zonas de inspección "seguras" y las áreas rojas representan ubicaciones "muertas" o subóptimas.

Los canales 1 (Amplitud) y 2 (Frecuencia) se calibran mediante un proceso sencillo al colocar el escáner en la misma posición para ambas mediciones en una sección limpia de la tubería. La calibración se realiza dentro del paso TEST SCAN del software. El escaneo circunferencial utiliza únicamente el Canal 1 (Amplitud).
Un escaneo inicial basado en amplitud proporciona una evaluación rápida del espesor de pared remanente. Los escaneos adicionales basados en frecuencia tomados en las ubicaciones de las indicaciones identificadas pueden refinar la evaluación cuando sea necesario. Estos F-Scans se realizan moviendo el sensor a las ubicaciones identificadas y presionando el botón F-SCAN. El resultado final, mostrado en el paso ANALYSIS, combina tanto la amplitud como la frecuencia para proporcionar una estimación de la pared remanente a lo largo del escaneo.
Se recomiendan los escaneos de frecuencia cuando un área no muestra reflexión pero sí una atenuación significativa de la señal, lo que podría indicar un defecto liso y extenso, el cual es especialmente adecuado para la técnica de cutoff-frequency proporcionada con este escaneo. También se recomiendan en cualquier área donde la técnica de amplitud haya identificado una indicación de gran magnitud para corroborar aún más los resultados del espesor de pared remanente.
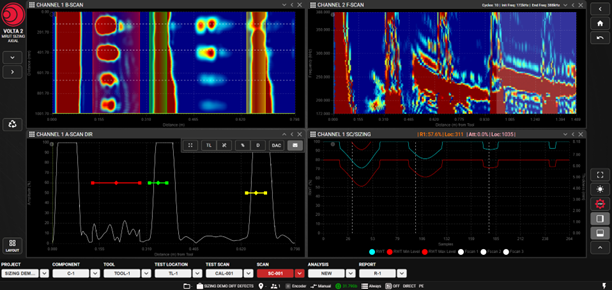
Los resultados de la inspección se muestran en cuatro Vistas Personalizadas en SCAN:
Después de completar la adquisición de datos en el paso de escaneo (SCAN), si se realizaron escaneos de frecuencia, en el paso de análisis (ANALYSIS) se finaliza un análisis automático que combina el dimensionamiento por amplitud y por frecuencia.
Durante el paso de ANALYSIS, las mediciones automáticas de cutoff-frequency se integran con los datos de amplitud en los puntos discretos donde se tomaron los escaneos de frecuencia. Estas mediciones combinadas se despliegan en el gráfico SC/Sizing, proporcionando una mayor precisión para la estimación del espesor de pared remanente.
ANALYSYS cuenta con cuatro vistas personalizadas:

Las aplicaciones de software de VOLTA 2 permiten la generación de informes automatizados y personalizados durante la etapa de REPORT. La interfaz permite a los usuarios seleccionar conjuntos de datos específicos para personalizar el documento. Los informes se pueden exportar y compartir en formatos PDF y XLSX.

La técnica patentada MRUT SIZING proporciona resultados confiables con una productividad superior y flexibilidad de inspección. Toda la plataforma VOLTA 2 ha sido desarrollada no solo para ofrecer resultados precisos, sino también para brindar una flexibilidad y facilidad de uso inigualables para un despliegue en campo y un intercambio de datos fluido.
