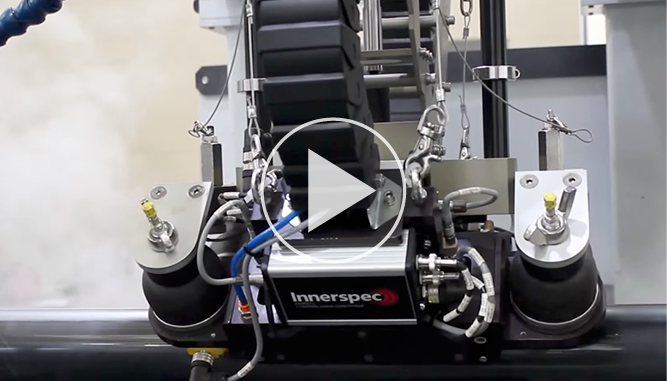
TEMATE BW-LT(ERW) is an automated system for ERW inspection of longitudinal welds in ERW tubes. The couplant-free EMAT technique permits inspection immediately after welding and reliable detection of all API ERW defects and poor ID scarfing.
Materials Inspected
Defect Detection
Inspection Technique
Dimensions
TEMATE BW-LT(ERW) is an automated system for ERW inspection of longitudinal welds in ERW tubes. The couplant-free EMAT technique permits inspection immediately after welding and reliable detection of all API ERW defects and poor ID scarfing.
Materials Inspected
Defect Detection
Inspection Technique
Dimensions
The rich text element allows you to create and format headings, paragraphs, blockquotes, images, and video all in one place instead of having to add and format them individually. Just double-click and easily create content.
A rich text element can be used with static or dynamic content. For static content, just drop it into any page and begin editing. For dynamic content, add a rich text field to any collection and then connect a rich text element to that field in the settings panel. Voila!
Headings, paragraphs, blockquotes, figures, images, and figure captions can all be styled after a class is added to the rich text element using the "When inside of" nested selector system.
The rich text element allows you to create and format headings, paragraphs, blockquotes, images, and video all in one place instead of having to add and format them individually. Just double-click and easily create content.
A rich text element can be used with static or dynamic content. For static content, just drop it into any page and begin editing. For dynamic content, add a rich text field to any collection and then connect a rich text element to that field in the settings panel. Voila!
Headings, paragraphs, blockquotes, figures, images, and figure captions can all be styled after a class is added to the rich text element using the "When inside of" nested selector system.